



Johdatus PETG-puhallusmuovaukseen
Mikä on PETG?
PETG (Polyethylene Terephthalate Glycol) on eräänlainen termoplastinen polyesteri, joka tunnetaan erinomaisesta kirkkaudestaan, ...
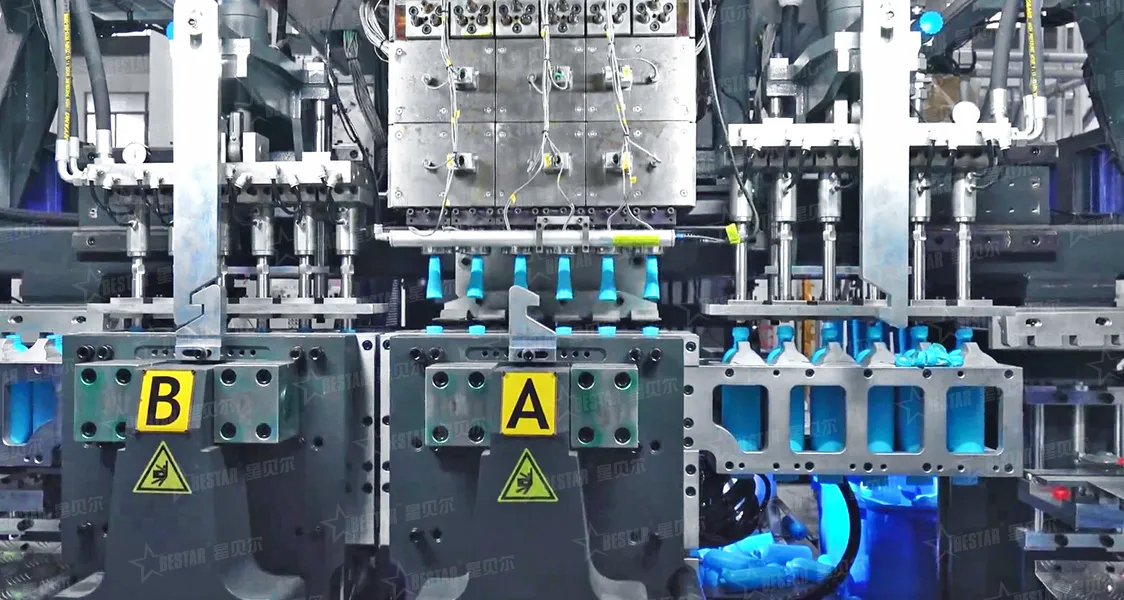
Ekstruusiopuhallusmuovaus on laajalti käytetty valmistusprosessi onttojen muoviosien luomiseen. Puhallusmuovauskone, joka on yleinen säiliöiden, kuten pullojen, tölkkien, tynnyreiden ja autojen komponenttien, kuten polttoainesäiliöiden ja kanavien, valmistukseen.
Parisonin plastisointi ja suulakepuristus:
1. Raaka-aine: Muovihartsi (tyypillisesti pellettien tai rakeiden muodossa) syötetään suppilosta ekstruuderiin.
2. Ekstruuderi: Ekstruuderi koostuu kuumennetusta tynnyristä, jonka sisällä on pyörivä ruuvi. Ruuvin pyöriessä se kuljettaa muovia eteenpäin, sulattaa sen leikkausvoiman ja ulkoisen kuumennuksen kautta ja homogenisoi sulan muovin (sula).
3. Suulakepää: Sula muovi pakotetaan sitten muottipään läpi, joka muodostaa siitä onton putken, jota kutsutaan parisoniksi. Suulakepää voidaan suunnitella ohjaamaan aihion seinämän paksuutta (aihion ohjelmointi), jotta lopputuotteen seinämän paksuus voidaan varmistaa tasaisemmaksi, erityisesti monimutkaisissa muodoissa.
Parisonin kiinnitys:
1. Aihio suulakepuristetaan alaspäin, roikkuu pystysuunnassa (useimmissa kokoonpanoissa).
2. Kaksiosainen muotti (jossa on halutun tuotteen muotoinen ontelo) sulkeutuu aihion ympärille, puristaa toisesta päästään (yleensä pohjan) ja sulkee sen. Aihion yläosa pysyy avoimena ja yhdistettynä muottipäähän tai sitä pitää muoti.
Puhallus ja inflaatio:
1. Puhalluspuikko (tai neula) työnnetään aihion avoimeen päähän (usein muotin pään tai muotissa olevan erillisen aukon kautta).
2. Paineilma ruiskutetaan puhallustapin läpi, jolloin pehmeä, sula aihio täyttyy.
3. Ilmanpaine pakottaa muovin laajentumaan ja ottamaan muottipesän muodon.
Jäähdytys:
1. Muovi, joka on nyt painettu suhteellisen viileitä muotin seinämiä vasten, alkaa jäähtyä ja jähmettyä.
2. Muotit on tyypillisesti varustettu jäähdytyskanavilla, joiden läpi jäähdytysneste (kuten vesi) kiertää tätä prosessia nopeuttaen.
3. Riittävä jäähdytysaika on ratkaisevan tärkeää sen varmistamiseksi, että osa säilyttää muotonsa työnnettäessä.
Muotin avaaminen ja irrotus:
1. Kun osa on jäähtynyt riittävästi ja jähmettynyt, muotti avautuu.
2. Valmis ontto osa poistetaan muotista usein ejektorin tappien tai ilmapuhallusten avulla.
Trimmaus (vilkkumisen poisto):
1. Prosessi jättää tyypillisesti ylimääräistä materiaalia, joka tunnetaan nimellä flash, jossa muotin puolikkaat puristivat aihion (ylä- ja alaosa, ja joskus kahvojen ympärille).
2. Tämä salama on leikattava pois. Trimmaus voidaan tehdä manuaalisesti, puoliautomaattisesti tai täysin automaattisesti osana tuotantolinjaa. Leikattu salama jauhetaan usein uudelleen ja kierrätetään takaisin prosessiin.
